Hay un error que los equipos de desarrollo cometen con más frecuencia de la que admiten: validar cada pieza del conjunto por separado y asumir que el ensamblaje final funcionará si cada componente cumple sus tolerancias individuales. En papel, la lógica parece sólida. En inyección real, no siempre lo es.
El problema de la contracción diferencial
Cuando se inyectan dos piezas del mismo material con geometrías distintas, la contracción real de cada una cambia. El valor de ficha técnica del polímero es una referencia promedio, pero la contracción efectiva depende de factores como:
- Geometría y espesor local de pared.
- Orientación de fibras en materiales reforzados.
- Temperatura de molde y equilibrio térmico del ciclo.
- Condiciones de llenado, compactación y enfriamiento.
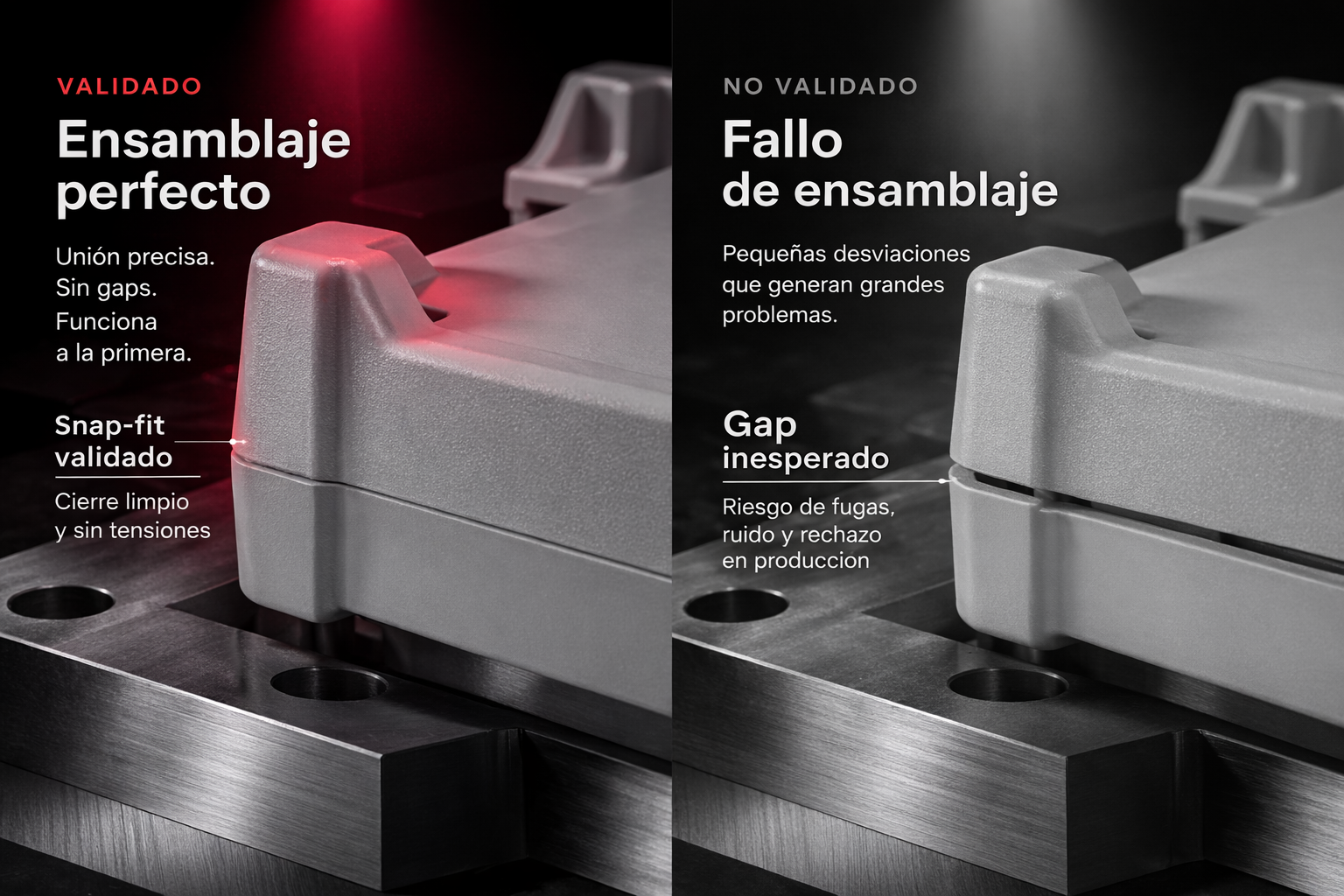
El resultado es conocido por muchos equipos: piezas que individualmente pasan control dimensional, pero que en conjunto muestran gaps, interferencias o cierres inestables.
Lo que no aparece en el CAD
El modelo CAD representa una pieza ideal. Incluso con simulación avanzada, sigue existiendo distancia entre predicción y planta. El CAD no ensambla piezas reales salidas de ciclo con su dispersión real; no reproduce al 100% el comportamiento de un snap-fit en condiciones reales de inyección; y no refleja exactamente cómo se acumulan pequeñas desviaciones cuando varias piezas interactúan.
Por eso, la comprobación física más representativa de un ensamblaje consiste en fabricar el conjunto con el material previsto y montarlo.
Cuándo hay que hacer esta validación
La primera validación de ensamblaje en condiciones reales no debería ocurrir en el arranque del molde de serie. Debería ocurrir en fase prototipo, cuando aún existe margen de maniobra para:
- Ajustar tolerancias funcionales.
- Modificar espesores y transiciones críticas.
- Corregir posiciones de nervios y puntos de inyección.
- Reequilibrar decisiones de diseño antes de congelar utillaje.
Impacto económico real: un ajuste en fase prototipo suele resolverse con horas de mecanizado sobre inserto. El mismo ajuste en molde de serie puede traducirse en semanas de parada y costes de miles de euros.
La pregunta correcta antes del kick-off del molde de serie
Antes de liberar cualquier molde de serie para piezas de ensamblaje, la pregunta no debería ser solo: “¿esta pieza cumple tolerancias?”.
La pregunta estratégica es: “¿hemos verificado físicamente que el conjunto funciona con todas sus piezas inyectadas en material final?”
Si la respuesta es no, el riesgo sigue vivo y, probablemente, se ha desplazado al momento más caro para corregirlo.