En dispositivos médicos, no basta con tener piezas correctas. Hay que demostrar que el proceso que las produce es capaz de hacerlo de forma consistente y repetible. Eso es lo que miden IQ/OQ/PQ, y por eso el lote prototipo no debería tratarse solo como una muestra para ver si la pieza encaja.
La pregunta que suele aparecer en auditoría no es solo "¿esta pieza es correcta?". La pregunta de fondo es: ¿puedes demostrar que tu proceso produce piezas correctas de forma repetible?
Cuando esa respuesta se busca por primera vez durante el PQ del molde de serie, el proyecto ya está en la fase más cara para descubrir desviaciones: el molde está fabricado, el calendario de lanzamiento está comprometido y cada ajuste obliga a repetir parte del camino.
Idea clave: el lote prototipo inyectado no sustituye al PQ oficial, pero puede convertirse en el ensayo general del proceso: material real, parámetros registrados, cotas CTQ medidas e indicios de capacidad antes de invertir en el utillaje definitivo.
Por qué el PQ del molde de serie falla más de lo que debería
Cuando la validación del proceso empieza en el molde de serie, el equipo llega sin datos previos sobre como se comportan ese material, esa geometría y esa ventana de proceso. La OQ se define a partir de un utillaje definitivo y el PQ se ejecuta con presión de calendario.
El escenario se repite en muchos proyectos: una o varias cotas críticas quedan con capacidad insuficiente, el Cpk no alcanza el criterio acordado, aparecen ajustes de molde y el protocolo debe revisarse o repetirse. El problema no suele ser la falta de controles, sino haber esperado demasiado para medir la variabilidad real.
En piezas médicas, esa variabilidad puede afectar a cierres, estanqueidad, fuerza de inserción, espesores funcionales, interfaces con otros componentes o zonas de contacto con el paciente. Son características que no se validan con una pieza bonita; se validan con datos.
Qué aporta el prototipo inyectado a IQ/OQ/PQ
Un prototipo fabricado mediante inyección real con el material plástico final permite registrar información que después alimenta la estrategia de validación:
- Parámetros de proceso: temperatura de masa, presión de llenado, velocidad, tiempo de ciclo, temperatura de molde, condiciones de compactación y presión/tiempo de mantenimiento (holding pressure/time), críticos para controlar contracción y peso de pieza.
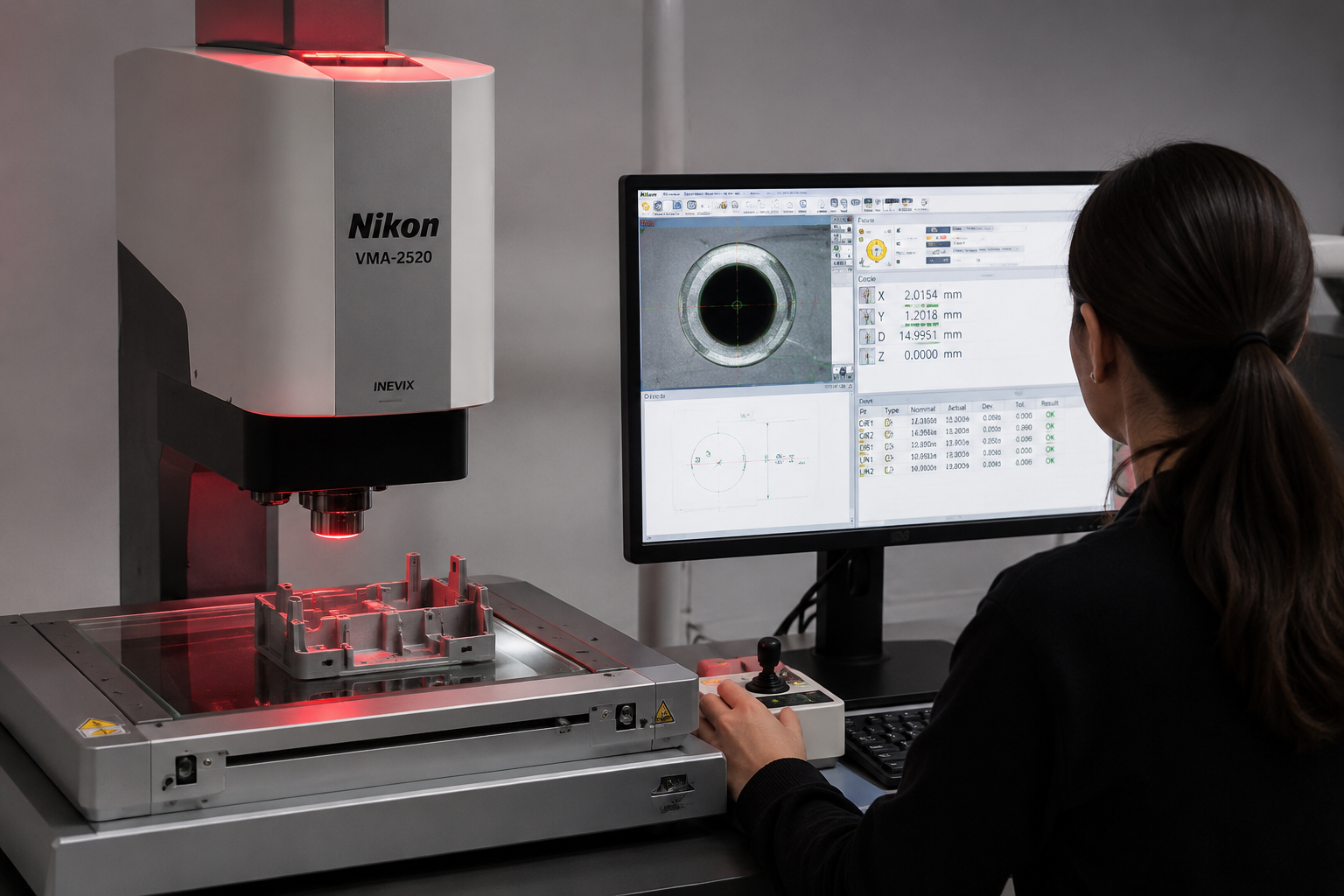
- Dimensiones reales: comparativa nominal/real sobre puntos de medición definidos en el plan de control.
- CTQ preliminares: identificación de cotas críticas y características sensibles a variación.
- Riesgos de proceso: contracción, alabeo, rebabas, líneas de soldadura, marcas de expulsión o problemás de llenado.
Con esos datos, el equipo puede ajustar diseño, tolerancias, punto de inyección o estrategia de medición antes de congelar el molde de acero.
Cpk preliminar: que significa y que no significa
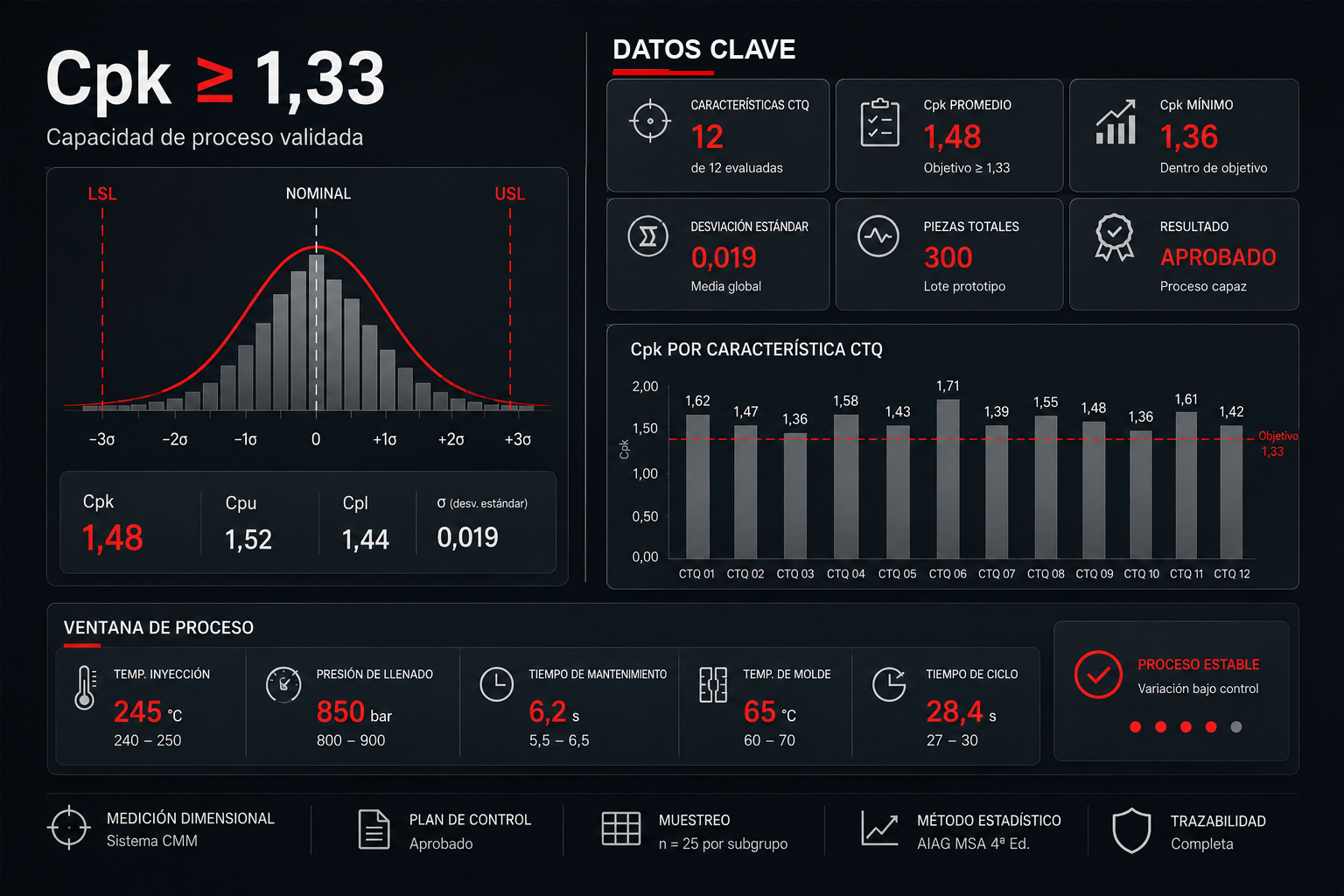
El Cpk mide la capacidad de un proceso respecto a los límites de especificación. En muchos planes de validación se utiliza Cpk >= 1,33 como referencia para características críticas, aunque el umbral real depende del riesgo, del cliente, de la normativa aplicable y del plan de control.
Calcular Cpk sobre un lote prototipo no convierte ese lote en un PQ oficial. Para eso hacen falta condiciones de producción, muestra estadística definida y protocolo aprobado. Pero un Cpk preliminar sí permite detectar si una cota está centrada, si la dispersión es excesiva o si el diseño está demasiado cerca del límite.
Es información temprana. Y en industrialización, la información temprana vale más que la corrección tardía.
La diferencia entre llegar al PQ con datos y llegar sin ellos
Un equipo que llega al PQ con datos de prototipo sabe qué ventana de parámetros funcionó, qué cotas tuvieron más variabilidad y que características necesitan una vigilancia especial. Puede definir el plan de control con menos suposiciones.
Un equipo que llega sin datos descubre todo eso durante el PQ: con el molde ya fabricado, con los plazos comprometidos y con el coste de cada iteración en la cuenta de resultados.
La validación IQ/OQ/PQ no empieza en el molde de serie. La parte formal se ejecuta allí, pero la reducción de riesgo empieza antes: cuando decides con qué material, qué geometría y qué proceso vas a fabricar la pieza.
Qué documentar desde el lote prototipo
Para que el prototipo aporte valor real al expediente de validación, conviene documentar al menos:
- Material exacto usado en la inyección y lote de material si aplica.
- Parámetros de proceso y condiciones de máquina.
- Plano de medición con cotas CTQ y criterios de aceptación.
- Informe dimensional nominal/real con desviaciones.
- Observaciones de llenado, expulsión, acabado, rebaba y estabilidad dimensional.
- Recomendaciones antes de molde de serie: cambios de geometría, tolerancia, punto de inyección o plan de control.
La pregunta antes del molde de serie: el protocolo IQ/OQ/PQ empieza en tu empresa cuando el molde de serie ya está fabricado, o el equipo llega a ese punto con datos de proceso obtenidos en prototipos inyectados?
Preguntas frecuentes sobre validación de proceso
¿Cuándo debe iniciarse el protocolo IQ/OQ/PQ en un proyecto médico?
La IQ formal corresponde al equipo, el molde y las condiciones de producción. Pero los datos que ayudan a definir OQ y PQ pueden anticiparse en un lote prototipo inyectado con material final. Empezar antes reduce incertidumbre en el molde definitivo.
Qué Cpk mínimo se exige en inyección para dispositivos médicos?
No hay un único valor universal para todos los proyectos. En algunos proyectos se usa Cpk >= 1,33 como criterio interno o contractual; otras características pueden exigir un valor distinto. El valor aplicable debe definirse en el plan de validación.
Se puede calcular el Cpk en un lote prototipo inyectado?
Solo con un proceso estable, observaciones suficientemente independientes, una distribución adecuada y una muestra justificada puede calcularse una estimación exploratoria de Cpk. No sustituye al PQ oficial, pero orienta decisiones de diseño y proceso antes de comprometer el molde de serie.
Qué diferencia hay entre el informe de proceso del prototipo y el de serie?
El informe del prototipo establece una ventana inicial con material real. El informe de serie valida esa ventana en condiciones productivas con el molde definitivo. Cuanto más proximo sea el aprendizaje del prototipo al proceso final, menor será el riesgo de desviacion en el PQ.