La tolerancia acumulada explica por qué un conjunto puede fallar aunque cada pieza individual esté dentro de plano. En piezas plásticas, ese riesgo solo se entiende de verdad cuando se mide el ensamblaje con piezas inyectadas en material real.
En una pieza plástica individual, el informe dimensional puede salir limpio: cotas dentro de especificación, desviaciones asumibles y ninguna alarma aparente. Pero cuando esa pieza se monta con otras tres, la función del conjunto puede fallar.
El problema no siempre está en una pieza fuera de plano. Muchas veces está en la suma de pequeñas variaciones aceptadas una a una. Eso es la tolerancia acumulada, también conocida como tolerance stack-up.
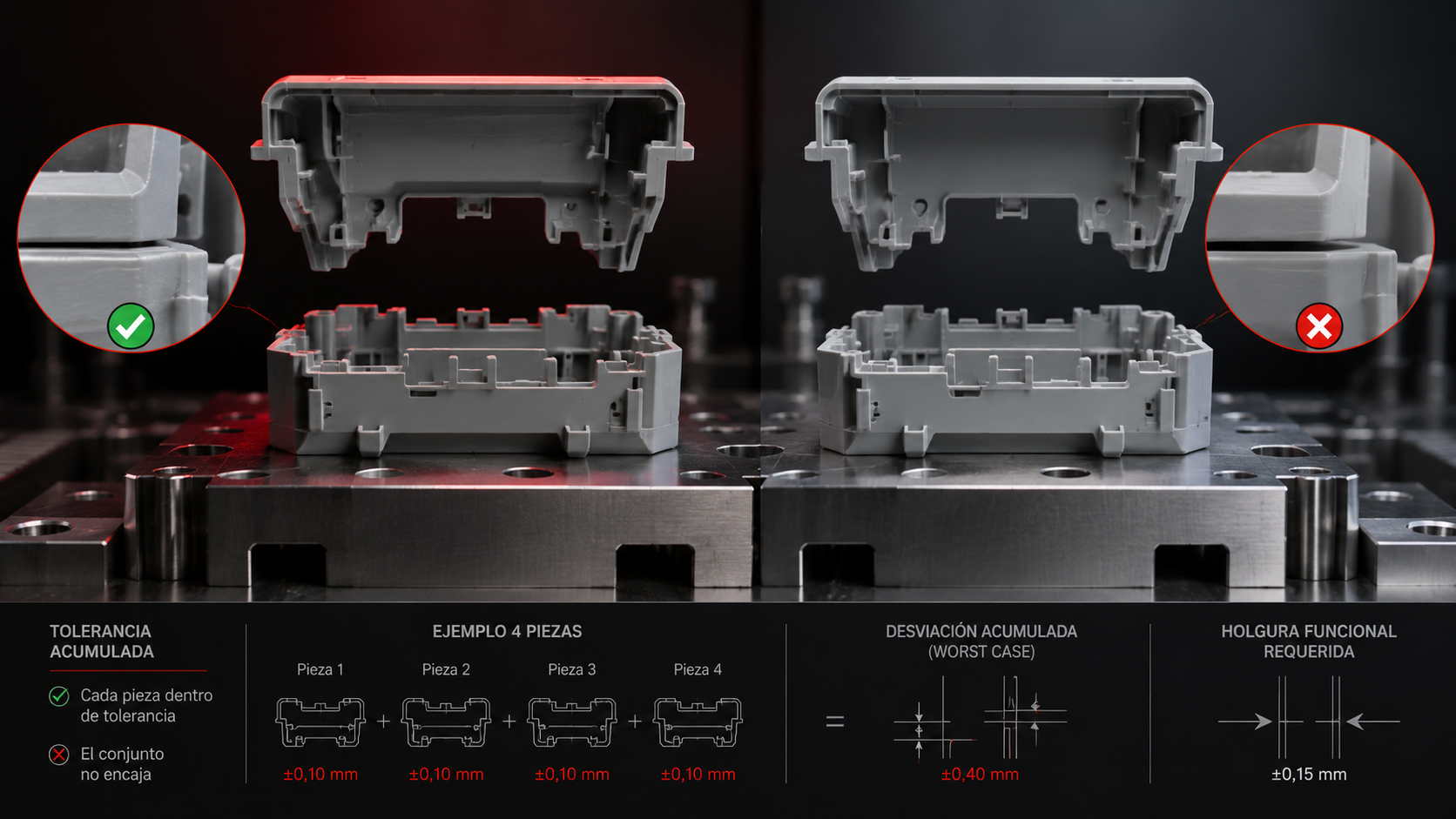
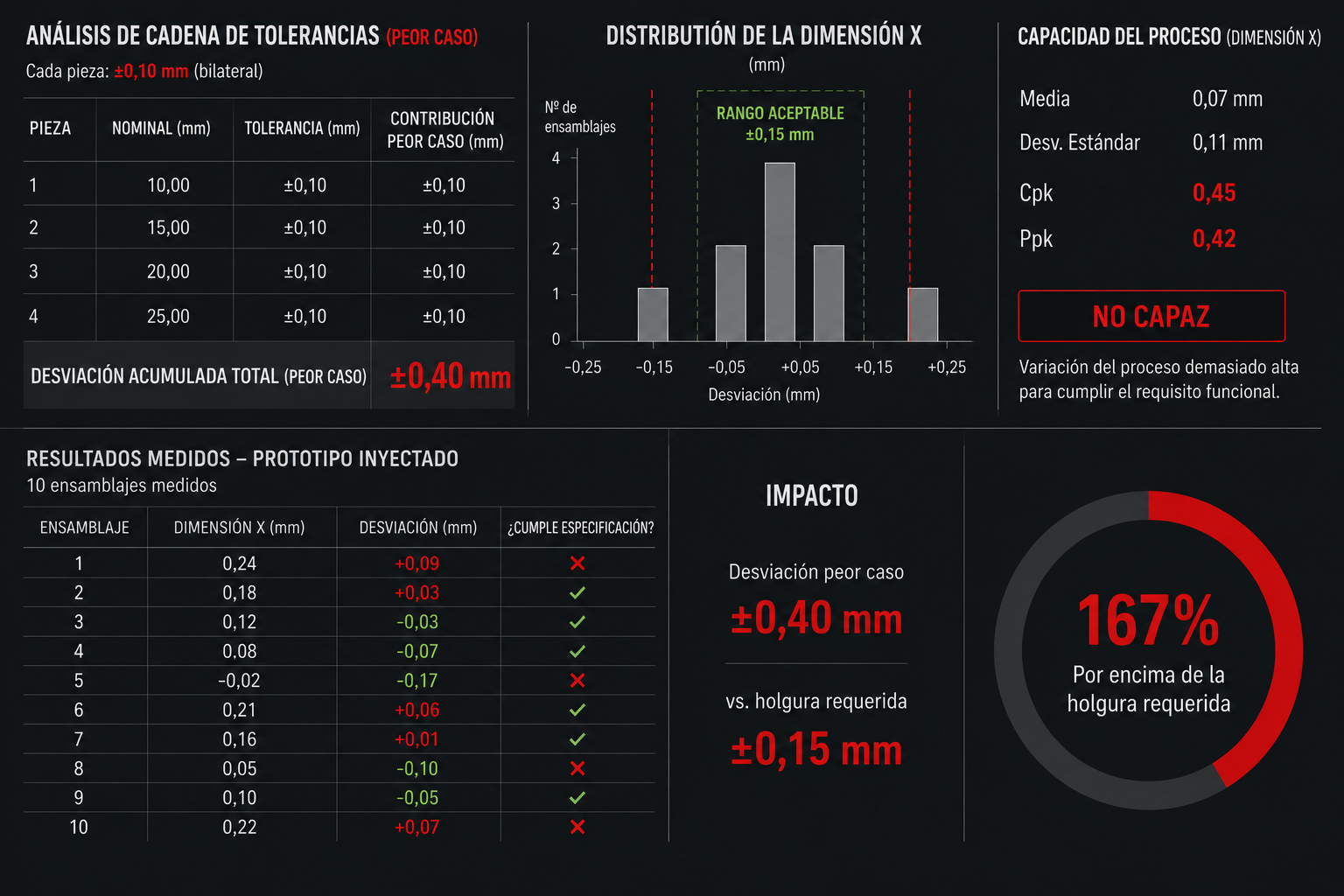
Idea clave: una tolerancia de +/-0,10 mm parece pequeña en una pieza aislada. En una cadena funcional de cuatro componentes puede convertirse en +/-0,40 mm en el análisis de peor caso (worst case), que asume que todas las desviaciones se orientan en la dirección más desfavorable al mismo tiempo. Cuando la relación es aproximadamente lineal y las contribuciones son independientes, puede utilizarse RSS (Root Sum of Squares), que calcula la acumulación como la raíz cuadrada de la suma de los cuadrados de cada tolerancia: en el mismo ejemplo, el resultado sería +/-0,20 mm. El peor caso es más conservador y se usa cuando el riesgo no admite fallos; el RSS es un modelo estadístico cuya validez depende de que se cumplan y documenten sus supuestos. En ambos casos, si la holgura funcional del conjunto es menor que la acumulación calculada, el ensamblaje puede fallar aunque todas las piezas estén aprobadas.
Qué es la tolerancia acumulada en un ensamblaje plástico
La tolerancia de una pieza define el rango aceptable de variación para esa pieza considerada de forma aislada. En un producto ensamblado, sin embargo, la función depende de una cadena de cotas: clips, alojamientos, cierres, guías, juntas, ejes, pestañas o zonas de apoyo.
Cuando varias piezas participan en la misma función, sus desviaciones no desaparecen al montar. Se suman. A veces se compensan; otras veces se alinean en la dirección más desfavorable.
Por qué una pieza aprobada puede crear un conjunto no conforme
Imagina un ensamblaje con cuatro piezas plásticas. Cada una tiene una tolerancia bilateral de +/-0,10 mm en una dirección crítica. Si todas las desviaciones se orientan en el mismo sentido, el ensamblaje puede acumular hasta +/-0,40 mm.
Ese escenario de peor caso no significa que todas las piezas estén mal. Significa que el diseño del conjunto no tiene margen suficiente para absorber la variabilidad normal del proceso.
En plásticos inyectados, este riesgo aumenta porque las dimensiones finales no dependen solo del CAD. También dependen de contracción, orientación de fibra, alabeo, temperatura de molde, compactación, punto de inyección y geometría local.
Por qué el prototipo 3D o CNC no revela la cadena real de tolerancias
Un prototipo por impresión 3D o mecanizado CNC puede servir para revisar ergonomía, volumen, interferencias básicas y concepto de montaje. Pero no reproduce la variabilidad dimensional propia de una pieza inyectada con el material final.
- FDM: introduce anisotropía por capas y deformaciónes propias del proceso de impresión.
- SLA o SLS: puede dar buena precisión geométrica, pero no reproduce la contracción ni el comportamiento del termoplástico de producción.
- CNC: valida una geometría mecanizada, no una pieza obtenida por llenado, compactación y enfriamiento en molde.
Por eso un ensamblaje puede funcionar con piezas impresas o mecanizadas y fallar después con piezas inyectadas. No ha cambiado solo la forma de fabricar: ha cambiado la distribución real de variabilidad.
El papel del material real en la variabilidad dimensional
La contracción del material no es una cifra única aplicada de forma uniforme a toda la pieza. Cambia según espesor, orientación de flujo, carga de fibra, condiciones de enfriamiento y restricciones de la geometría.
En materiales cargados con fibra, por ejemplo, la contracción puede ser distinta en dirección de flujo y transversal. En piezas con paredes desiguales, la deformación puede concentrarse en zonas que después son críticas para el montaje.
El análisis de tolerancia acumulada con datos reales necesita piezas reales: inyectadas, con el material de producción y bajo una ventana de proceso documentada.
Cuándo conviene validar el tolerance stack-up
Hay dos momentos posibles para descubrir un problema de tolerancia acumulada. El primero es el lote prototipo inyectado, cuando aún existe margen para modificar el diseño, ajustar postizos, revisar tolerancias o cambiar la estrategia de montaje.
El segúndo es el arranque de producción, con el molde de serie ya fabricado, el lanzamiento comprometido y el coste de cada corrección multiplicado.
La diferencia no es teórica. En el primer caso, el equipo corrige con aprendizaje técnico. En el segúndo, corrige bajo presión industrial.
Qué medir en el lote prototipo inyectado
Para que el análisis sea útil, no basta con montar unas pocas piezas y comprobar si cierran. Conviene documentar:
- Cotas funcionales que participan en la cadena de tolerancias.
- Mediciones nominal/real sobre muestra suficiente de cada componente.
- Dirección de desviación y dispersión por cota crítica.
- Condiciones de proceso usadas para fabricar el lote.
- Resultado del montaje funcional: holgura, interferencia, fuerza de cierre, estanqueidad o juego.
La pregunta práctica: prefieres encontrar la cadena de tolerancias en el lote prototipo, con margen para corregir, o en el primer arranque de producción, con el molde ya pagado?
Preguntas frecuentes sobre tolerancia acumulada
Qué es un análisis de tolerance stack-up?
Es el cálculo de cómo se acumulan las variaciones dimensionales de varias piezas dentro de una misma función del ensamblaje. Permite saber si el conjunto mantiene margen funcional cuando cada componente varía dentro de sus tolerancias.
Puede hacerse solo con datos de CAD?
El CAD permite hacer un análisis teórico de peor caso. Pero la validación real requiere mediciones de piezas fabricadas con el proceso y material previstos, porque la contracción, el alabeo y la dispersión real no aparecen en el modelo nominal.
Cuántas piezas hacen falta para validar tolerancias acumuladas?
Depende del objetivo, el riesgo, la variabilidad esperada y el método de análisis. Una revisión exploratoria puede detectar problemas evidentes con una muestra limitada, pero su tamaño debe justificarse y no sirve por sí solo para demostrar capacidad. Para estimar Cpk se necesitan, además, un proceso estable, datos suficientemente independientes, una distribución adecuada y una muestra estadísticamente defendible. Los resultados deben relacionarse con las condiciones de proceso documentadas durante el lote.
Qué aporta Pilot2Plant en este tipo de validación?
Permite fabricar un lote prototipo inyectado con material real antes del molde de serie. Ese lote aporta datos dimensionales, comportamiento de proceso y muestras de montaje para decidir si el diseño tiene margen suficiente antes de invertir en el utillaje definitivo.
Fuentes técnicas oficiales contrastadas
- ISO 20457:2018 - Tolerances and acceptance conditions for plastics moulded parts
- NIST IR 6223 - Design for tolerance of electromechanical assemblies
- NASA TP-2000-207428 - Tolerance analysis methods and RSS assumptions
Las fuentes sustentan los principios generales. La aceptación aplicable debe definirse según el grado de material, el diseño, el proceso, el sector y los requisitos acordados.