En inyección de plástico, pocas decisiones parecen tan pequeñas y tienen tantas consecuencias como la posición del punto de inyección. Si se valida tarde, puede obligar a modificar acero. Si se prueba en prototipo, se convierte en una decisión técnica documentada antes del molde definitivo.
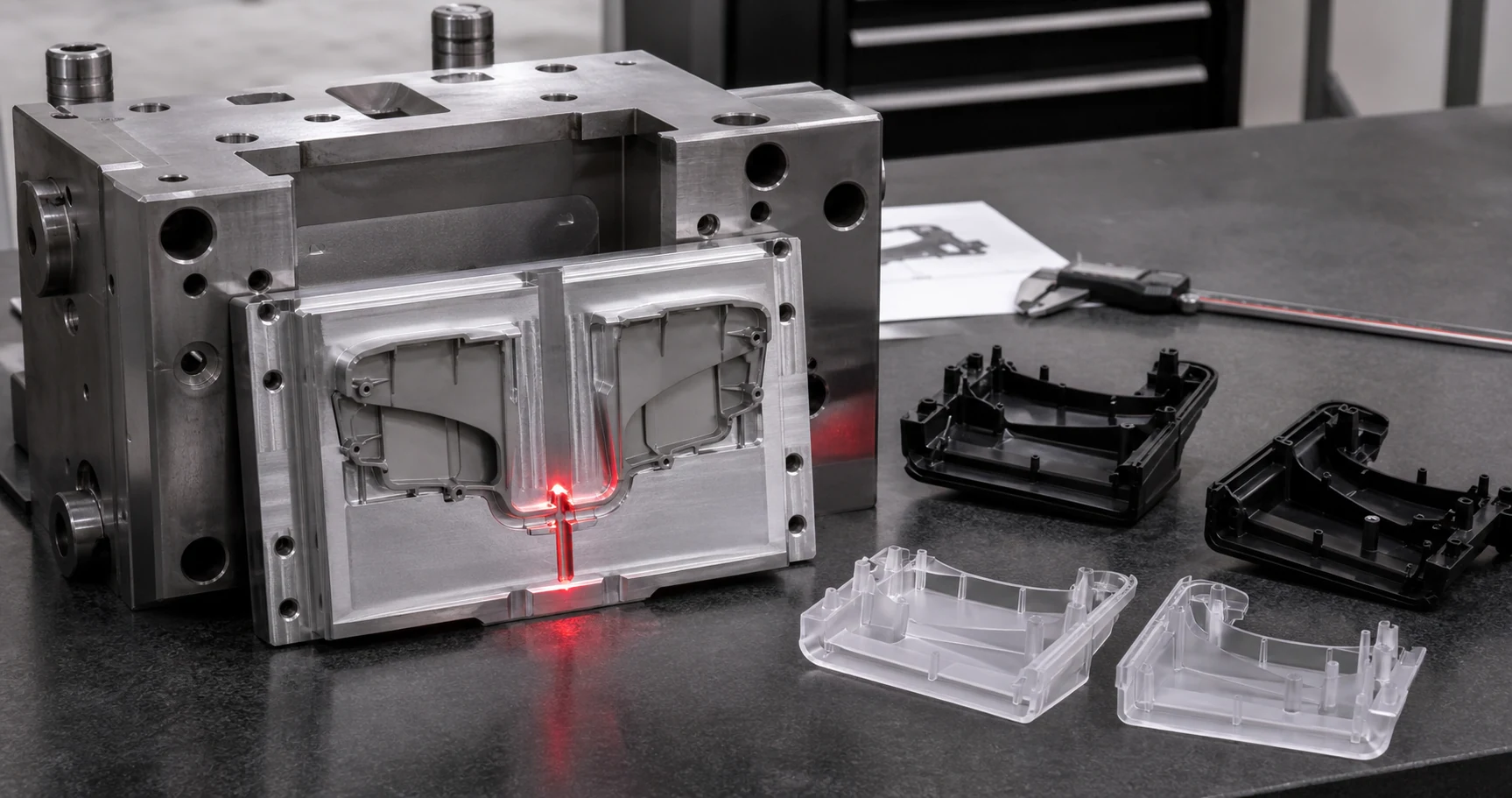
El punto de inyección es la entrada del plástico fundido a la cavidad. Esa definición parece simple, pero en la práctica marca el modo en que el material llena la pieza, dónde se enfría antes, qué zonas reciben mejor presión de mantenimiento y dónde aparecen defectos como líneas de unión, marcas visibles o desviaciones dimensionales.
Idea clave: una mala posición del punto de inyección detectada en prototipo puede corregirse modificando el postizo. Detectada en molde de serie, suele implicar mecanizar, soldar acero, rediseñar alimentación y repetir validaciones.
Qué define realmente la posición del punto de inyección
1. Recorrido de flujo
Cuanto más lejos tenga que avanzar el frente de flujo, más se enfría antes de completar la cavidad. Esto aumenta el riesgo de llenado incompleto, presión elevada, marcas de flujo y orientación desfavorable en materiales reforzados con fibra.
2. Líneas de unión
Cuando el flujo se divide por un obstáculo y vuelve a encontrarse, se forma una línea de unión. El punto de inyección no siempre elimina esa línea, pero sí puede desplazarla. La diferencia entre una línea de unión en una zona estética y una línea de unión en una zona de carga puede decidir si la pieza es viable.
3. Compactación y contracción
Las zonas cercanas al punto de inyección suelen recibir mejor presión de mantenimiento. Las zonas alejadas pueden compactar peor y contraer más. En piezas largas, con nervios o cambios de espesor, esa diferencia puede traducirse en alabeo o deriva dimensional.
4. Marca de entrada y zona funcional
Todo punto de inyección deja una huella o una zona de separación del canal. Si esa marca cae en una superficie visible, una zona de sellado, una guía o una interfaz de montaje, el problema deja de ser cosmético y pasa a ser funcional.

Por qué CAD y simulación no cierran toda la decisión
La simulación de llenado es muy útil para comparar alternativas del punto de inyección antes de mecanizar. Ayuda a anticipar presión, recorrido de flujo, zonas de unión y riesgo de atrapamiento de aire. Pero la simulación depende de la calidad del modelo, de los datos reológicos del material y de las condiciones reales de proceso.
El CAD, por su parte, solo describe geometría. No muestra cómo se enfría el frente de flujo, cómo se compacta una zona alejada del punto de inyección ni si la línea de unión reduce resistencia en una condición real de carga.
Qué permite probar un molde prototipo P2P
Un molde prototipo industrializable permite fabricar piezas con material final o equivalente, condiciones reales de inyección y una configuración de alimentación representativa. Si la primera posición del punto de inyección genera una línea de unión en una zona crítica, el postizo puede modificarse y repetir el lote antes de comprometer el molde definitivo.
La ventaja no es solo económica. También es documental: el equipo llega al molde de serie con una decisión del punto de inyección validada, con fotos, mediciones, parámetros de proceso y defectos observados.
| Decisión | Si se valida en prototipo | Si aparece en molde de serie |
|---|---|---|
| Línea de unión en zona crítica | Modificar punto de inyección o geometría del postizo | Retocar acero y repetir muestras |
| Marca visible de entrada | Probar otro tipo de punto de inyección | Modificar alimentación y revalidar acabado |
| Contracción diferencial | Ajustar compactación, posición o compensación | Corregir utillaje y plan dimensional |
Checklist antes de congelar el punto de inyección
- ¿La línea de unión queda fuera de zonas de carga, sellado o impacto?
- ¿La marca del punto de inyección cae en una superficie aceptable?
- ¿El recorrido de flujo es compatible con el material y el espesor de pared?
- ¿Las zonas alejadas del punto de inyección compactan de forma suficiente?
- ¿La decisión está documentada con piezas inyectadas y parámetros de proceso?
Preguntas frecuentes
¿Qué tipo de punto de inyección es mejor?
No hay un tipo universal. Punto, túnel, lateral, película o canal caliente tienen ventajas distintas según geometría, estética, desmoldeo, presión requerida y zona de marca permitida.
¿Se puede mover el punto de inyección en un molde de serie?
Sí, pero suele ser una modificación cara. Puede requerir soldar acero, mecanizar una nueva entrada, modificar canales y repetir validaciones.
¿La simulación puede sustituir al prototipo?
No debería plantearse como sustitución. La simulación ayuda a elegir una hipótesis; el prototipo inyectado comprueba esa hipótesis con material y proceso reales.