The right comparison between prototyping technologies does not start with part price. It starts with the question the team needs to answer before investing in production tooling.
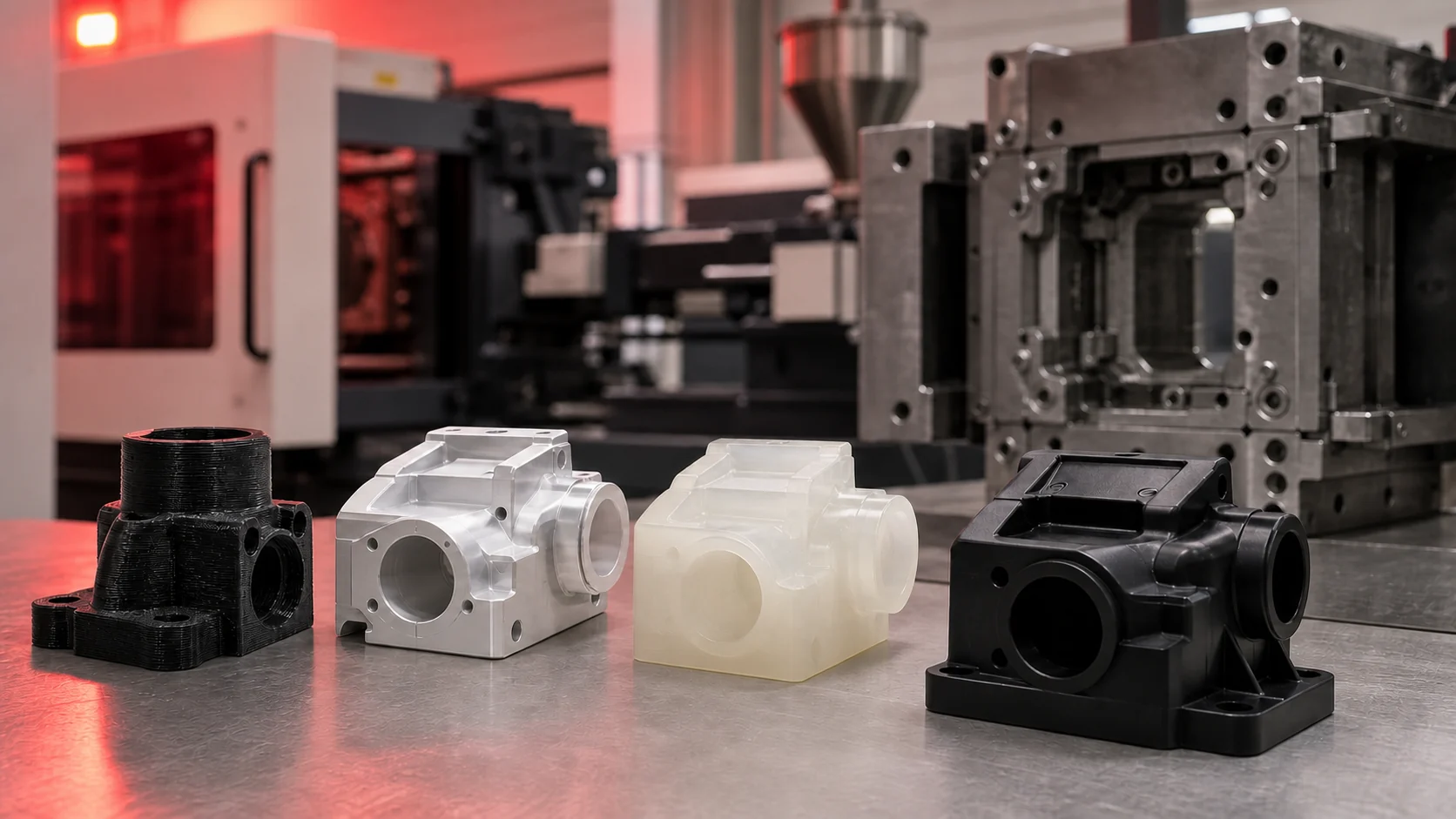
In early phases, a 3D-printed part can be the smartest option: fast, affordable and useful for iterating shape, volume, ergonomics and interference. CNC machining can provide accurate geometry and a first approximation in a technical material. Silicone tooling or urethane casting can support visual samples or short validation runs.
The mistake is expecting those alternatives to answer questions that belong to injection moulding. A part can fit, look good and meet an isolated dimension while still not revealing how material will flow, where weld lines may appear, how much it will shrink, whether it will warp or what process window it will have.
Key idea: the cheapest prototype is not always the one that reduces the most risk. Sometimes it only postpones the cost until production tooling, where correction is slower and more expensive.
What low-cost alternatives validate well
3D printing is useful for fast learning around shape, preliminary assembly, ergonomics, access and customer discussion. CNC machining can work well when the team needs an accurate part cut from stock to check volume, stiffness or interfaces. Silicone tooling and urethane casting can be suitable for samples, visual validation or short runs.
But none of those routes fully reproduces filling, packing, cooling, shrinkage and ejection of an injection-moulded part. They are excellent alternatives for some questions and insufficient for others.
What remains unanswered
- Real shrinkage and dimensional stability.
- Weld lines, flow marks, sink marks or warpage.
- Response of ribs, bosses, clips and assembly zones.
- Behaviour of the final or intended material.
- Relationship between machine parameters and part quality.
- Preliminary capability for CTQ, OQ or PQ planning.

Where Pilot2Plant fits
Pilot2Plant does not compete with 3D printing for early iteration speed or with a cheap model on unit cost. Its value appears when the team needs an injection-moulded part made with the real or intended material, using an industrialisable prototype mould and documented process parameters.
That turns the prototype into an industrial learning phase. Problems are detected before definitive tooling is committed and useful information is generated for production tooling. Cost is no longer only a part-price comparison; it becomes an uncertainty-reduction decision.
The right economic comparison
A cheaper alternative may be the best choice when the question is visual, geometric or commercial. But if the project needs to validate functional assembly, critical tolerances, final production material or process behaviour, the initial saving can become hidden cost.
That cost appears as late redesign, insert modifications, new samples, qualification delays, repeated trials or production-tool launches with too many unknowns. P2P aims to move those questions into a phase where there is still room to act.
The practical question: before choosing the cheapest prototype, ask what decision you will make with that part and what risk will remain open afterwards.
Checklist: when P2P makes sense
- The final part will be injection moulded.
- The final production material affects function, tolerance or assembly.
- There are clips, closures, bosses, ribs or critical assemblies.
- Shrinkage, flatness or dimensional stability matter.
- Validation, traceability or process documentation is required.
- The cost of being wrong in production tooling is higher than the saving on the prototype.
Frequently asked questions
Does P2P replace 3D printing?
No. 3D printing remains useful in early stages. P2P is used when the question requires final material and real injection moulding process.
Why is CNC not enough with a similar material?
Machining does not reproduce filling, packing, cooling, orientation, weld lines or injection shrinkage.
When does P2P not make sense?
If you only need volume, ergonomics or an early visual presentation, a cheaper alternative may be enough.
What does P2P add to production tooling?
It adds learning about the part, material, process, tolerances and risks before investing in final tooling.